- Балансировка шлифовального круга
- Приспособления для балансировки шлифовальных кругов и фрез
- Техническая характеристика
- Технические характеристики
- ЭЛЕКТРОННАЯ СИСТЕМА ДЛЯ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА
- Методика балансировки шлифовальных кругов
- Важность балансировки
- Зачем нужна балансировка?
- Причины неуравновешенности круга
- Как отбалансировать шлифовальный круг
- Балансировка шлифовального круга
- Зачем нужна балансировка?
- Как отбалансировать шлифовальный круг
- Методы балансировки шлифовальных кругов.
Балансировка шлифовального круга
В последние годы мы стали свидетелями роста скорости вращения шпинделя шлифовальных станков и возможности получения более высоких уровней отделки поверхности. При таких уровнях качества работы необходимо постоянно контролировать вибрацию, вызванную дисбалансом механических частей и шлифовального круга.
Балансировочное устройство является системой, которая контролирует интенсивность вибрации на шлифовальном круге, чтобы автоматически компенсировать любой дисбаланс и повысить качество выпускаемых деталей, в первую очередь, отделку поверхности (шероховатость) и геометрию (овальность и трехлопастность). Вышеупомянутые системы балансировки предназначены, в основном, для круглошлифовальных, бесцентровых, торцешлифовальных, адаптивных и специальных шлифовальных устройств.
Ассортимент балансировочных устройств для шлифовальных кругов MARPOSS/DITTEL является идеальным решением для постоянного контроля станка и для компенсации любого дисбаланса в реальном времени в ходе цикла работы любого типа шлифовального станка. Существует три типа балансировочных головок:
- Фланцевая (FT): устанавливается на шлифовальном круге снаружи шпинделя. Обычно их используют на простых и недорогих шлифовальных станках.
- Шпиндельная (ST): встроена в оборудование и работает внутри шпинделя. Обычно их используют на шлифовальных станках высшей ценовой категории.
- Гидравлическая (HT): устанавливается на опорном фланце шлифовального круга. Обычно используется на шлифовальных станках с автоматической заменой шлифовальных кругов и шпинделями, из-за которых невозможно использовать стандартные балансировочные головки.
Источник
Приспособления для балансировки шлифовальных кругов и фрез
Наша компания предлагает приспособления для статической балансировки шлифовальных кругов и оправки к ним для различных размеров планшайб.
Приспособления с параллельными ножами ПБ-01.000 и ПБ-02.000
Данные балансировочные устройства применяются для балансировки шлифовальных кругов и фрез.
Техническая характеристика
| Наименование | ПБ-01.000 | ПБ-02.000 | ПБ-03.000 |
|---|---|---|---|
| Наибольший диаметр круга, мм | 320 | 400 | 750 |
| Габаритные размеры, мм — длина — ширина — высота | 320 220 272 | 450 400 416 | |
| Масса, кг | 10 | 15 | 50 |

Приспособление балансировочное дисковое ПБД-01.000
Позволяет производить балансировку деталей весом до 300 кг.
Технические характеристики

Почему необходимо выполнять балансировку шлифовальных кругов и фрез?
В процессе работы шлифовальный круг достигает больших скоростей. Имеющаяся в нем даже самая малая несбалансированность ведет к появлению значительных центробежных сил. А это, в свою очередь, негативно отражается на работе всего станка и качестве выпускаемой продукции.
Есть несколько причин появления неуравновешенности в круге. Во-первых, это неравномерность распределения массы в теле круга; во-вторых, эксцентриситет круга по отношению к оси шпинделя станка (неправильная посадка во фланцах), несбалансированность фланцев; в-третьих, неправильная геометрическая форма.
Приспособления для балансировки шлифовальных кругов с параллельными ножами помогают найти место дисбаланса. Параллельные ножи или призмы являются простейшим устройством, принципом работы которых является статическая балансировка. Главное требование – они должны быть зафиксированы на жестком основании строго параллельно и горизонтально. Суть статической балансировки заключается в следующем: при изменении распределения массы, центр масс приводится на ось вращения. Коррекцию неуравновешенности необходимо проводить на наибольшем радиусе по причине того, что влияние массы корректируемого металла на равновесие круга возрастает тем больше, чем больше расстояние от оси.
Балансировку выполняют в 5 этапов:
- грубая балансировка;
- точная балансировка;
- выбор расположения и величины рабочих уравновешивающих грузов;
- установка и крепление рабочих уравновешивающих грузов;
- контроль качества балансировки.
Балансировка скоростных фрез деревообрабатывающих станков
Помимо балансировки шлифовальных кругов и фрез, данные приспособления применяются для балансировки наборных скоростных фрез деревообрабатывающих станков.
Источник
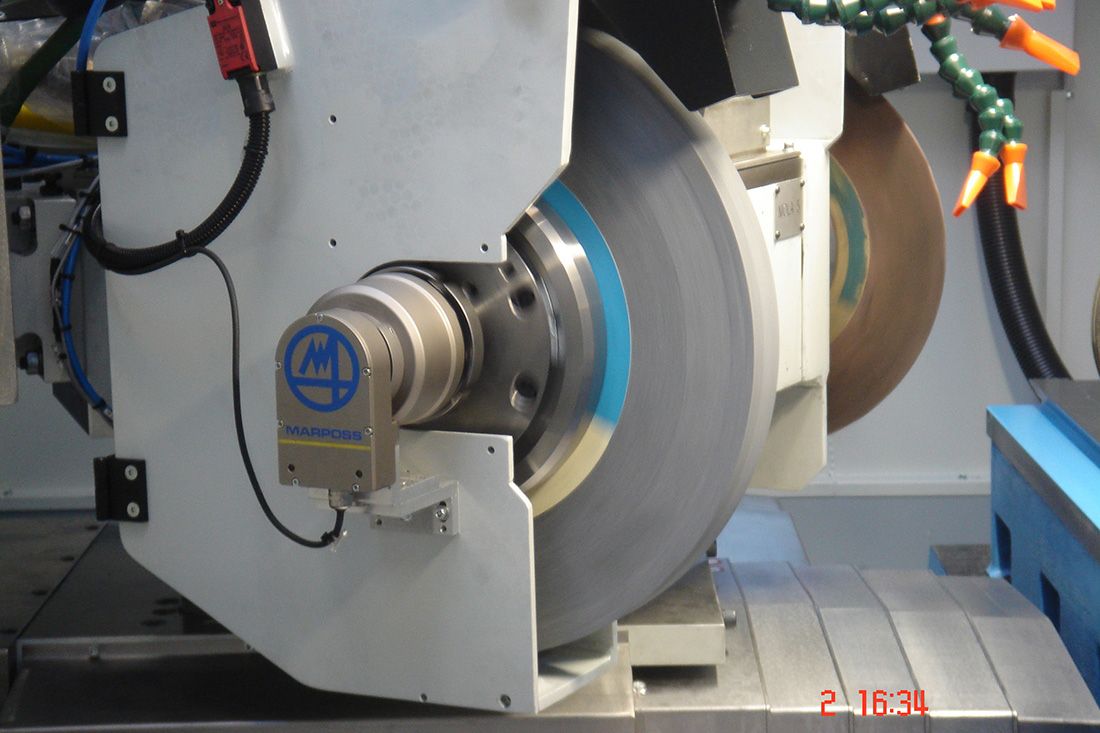
ЭЛЕКТРОННАЯ СИСТЕМА ДЛЯ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА
Правильно сбалансированный шлифовальный круг может повысить качество поверхности отдельных деталей и продлить срок службы шпинделя. Данная балансировочная система P7WB постоянно контролирует состояние шлифовального круга и автоматически компенсирует любой дисбаланс во время цикла обработки. Эта система предназначена для одно- и многошпиндельной шлифовки и допускает балансировку в одной или двух плоскостях.

Система P7WB предназначена для контроля и балансировки шлифовальных кругов. Она соединяет и управляет всеми типами FT и ST балансировочных головок. В зависимости от использования и типа балансировочной головки P7WB можно использовать с одно- и многошпиндельными шлифовальными станками, и она может выполнять следующие функции:
- Автоматическая балансировка одного или двух балансировочных кругов (независимо)
- Балансировка в двух плоскостях
- Предварительная балансировка осуществляется индивидуально или в сочетании с балансировочными головками
- Спектральный анализ разбалансировки (БПФ)
P7WB можно оборудовать акустическими датчиками для контроля вибрации. В этом случае система сочетает функции текущего контроля и электронного управления, необходимые при электромеханической балансировке, и анализ данных, получаемых от акустических датчиков, в целях оптимизации этапов шлифовки и правки.
При подключении к акустическим датчикам P7SE принимает акустические сигналы автоматически, анализирует их и сравнивает с запрограммированными пороговыми значениями шумов для улучшения производственного процесса. Устанавливая пороговые значения шумов, оператор может осуществлять контроль столкновений (удар) и выявление воздушных касаний (зазор).
Система P7WB состоит из Главной платы управления, которая координирует и управляет отдельными акустическими функциональными платами и осуществляет общее управление режимом коммуникации между машинной логикой и интерфейсом оператора (MHIS).
P7WB оборудован промышленной шиной (Profibus и Interbus S) и последовательными подсоединениями для полной интеграции с системой управления станком.
Есть два варианта исполнения P7WB
- Независимый P7WB: корпус с 3 разъемами и лицевой панелью.
- Дистанционный P7WB: корпус с 3 закрытыми разъемами, размещаемый в шкафу станка. Корпус может быть подсоединен к дистанционному пульту по кабелю или подключен к ПК с интерфейсом «человек-машина» (MHIS), по двухточечной линии Ethernet
Система P7WB состоит из Главной платы управления, которая координирует и управляет отдельными акустическими функциональными платами и осуществляет общее управление режимом коммуникации между машинной логикой и интерфейсом оператора (MHIS).
P7WB оборудован промышленной шиной (Profibus и Interbus S) и последовательными подсоединениями для полной интеграции с системой управления станком.
Источник
Методика балансировки шлифовальных кругов
Тщательная балансировка шлифовальных кругов гарантирует длительную и безопасную эксплуатацию станка и высокое качество выпускаемых заготовок. Наладка оборудования происходит вместе с оправкой, на которой крепится круг. Для процедуры предусмотрено использование специализированного оборудования, которое имеет множество модификаций. Это могут быть наладочные машины, установки, станки, стенды и прочие механизмы различные по принципу работы.
Важность балансировки
От того, насколько точно отлажен рабочий инструмент, зависит производительность и безопасность труда.
Качественная балансировка должна происходить только на прошедшем технический контроль устройстве, которым управляет квалифицированный персонал.
Зачем нужна балансировка?
Работая с неуравновешенным станком, мастер рискует получить травмы, вследствие разрыва шлифовального круга. Такое нарушение техники работы с устройством может привести к поражениям глаз и кожи рабочего. Разрываясь, раскаленная деталь крошится на мелкие частицы, которые разлетаются с высокой скоростью в разных направлениях.
Важность балансировки шлифовальных кругов также заключается в качестве выпускаемых заготовок. При нарушении равновесия на обрабатываемой поверхности образуются грани, волны, другие неровности. Этот факт значительно снижает производительность труда.
Работа устройства происходит на большой скорости вращения круга. При использовании неотлаженного абразивного круга, возникают центробежные силы, которые провоцируют значительные вибрации. Такое нарушение технологии приводит к последствиям для инструмента:
- повышается изнашивание шлифовального станка, в первую очередь подшипников;
- увеличивается расход абразивной составляющей;
- снижается срок службы.
Таким образом, от отлаженного положения круга для шлифовки напрямую зависит эффективность работы станка.
Причины неуравновешенности круга
Для спокойной и точной работы на станке абразивное устройство должно быть сбалансировано таким образом, чтобы центр тяжести и вращения находились на одной оси.
Основные причины возникновения отклонений в балансе:
- эксцентриситет (степень отклонения) наружной грани относительно монтажного отверстия;
- нарушение в геометрии круга;
- неравномерная пропитка смазочно-охлаждающей жидкостью (СОЖ);
- отклонение в параллельности торцов круга;
- эксцентриситет, возникающий при посадке круга, вследствие односторонней выборки зазора между отверстием и зажимной шайбой;
- неправильный монтаж круга на установку;
- неравномерная плотность массы рабочей детали.
Как отбалансировать шлифовальный круг
Для спокойной и точной работы на станке круг должен быть приведен в баланс таким образом, чтобы центр тяжести и вращения находились на одной оси.
Балансировка шлифовальных кругов возможна во многих вариациях. Основные методы: статический и динамический.
Преимущество динамических устройств – высокая точность. Однако они используются не так часто, как статические, ввиду дороговизны такого оборудования и высокой сложности в работе, что требует специализированной квалификации мастера.
Более экономичные и простые в процессе эксплуатации статические приспособления применяются на производстве гораздо чаще.
В ходе манипуляций используются разнообразные балансировочные устройства, дополнительные детали. Также возможен вариант осуществления настройки оборудования, не снимая его со шлифовального станка.
Ниже приведен перечень методик по наладке абразивного элемента.
- Момент дисбаланса между посадочным диаметром зажимной шайбы и отверстием круга возможно снизить в 2 раза. Для этого используется упругая центрирующая втулка. Она имеет вид кольца с лепестками. Деталь представлена разными показателями жесткости, которые подбираются в соответствии с уровнем преодоления массы круга с небольшим запасом.
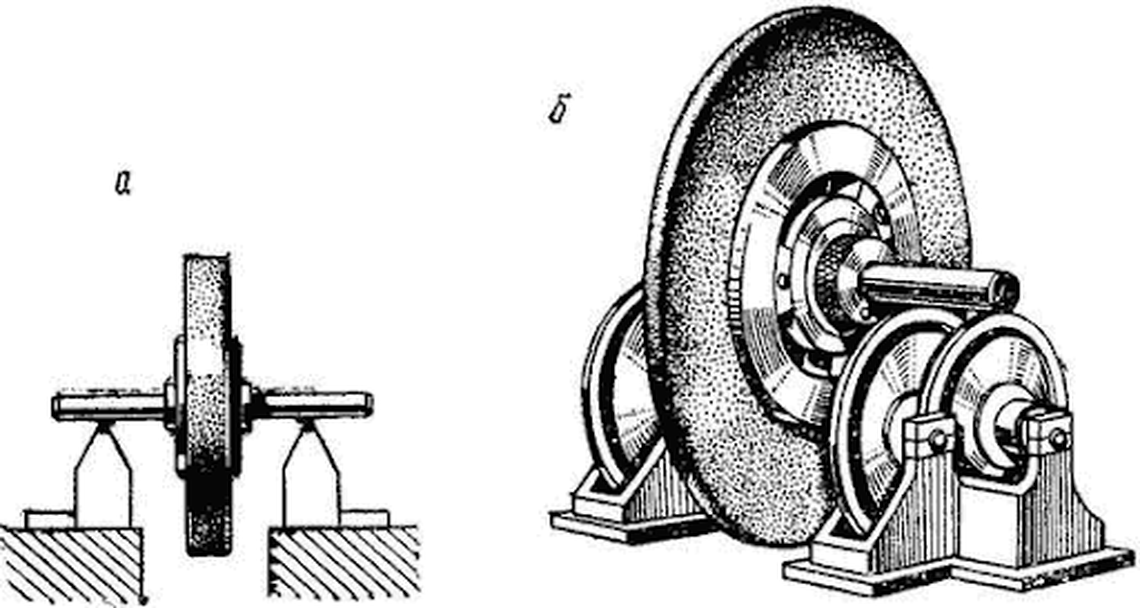
- Статическая балансировка на оборудовании с двумя горизонтальными параллельными линейками или цилиндрическими валиками. Наладочный аппарат такого типа – наиболее популярен. Его конструкция предполагает наличие двух строго горизонтальных плоскостей рабочих линеек. На которые устанавливается оправка с кругом. У метода есть недостаток: балансировка шлифовальных кругов повреждает поверхность линеек. На них образуются вмятины, что мешает точности работы. Устранения этой негативной черты требует регулярного шлифования и выверки уровня.
- Балансировочное устройство с вращающимися роликами (или дисками) имеет тот же принцип, однако оно не обладает указанными выше недостатками. При этом общей чертой, снижающей точность балансировки, является большой момент трения.
- Для избегания влияния момента трения на балансировку, создана рациональная конструкция приспособлений для статического метода. Она основана на принципе «воздушной подушки».
- Балансировка наждачного диска возможна также на балансировочных весах. В основе работы лежит статический метод. Оборудование имеет ограничение: оно предназначено для кругов, диаметр которых находится в пределах от 200 до 600мм.
- Наиболее качественная балансировка шлифовального круга происходит прямо на станке. Для этих целей применяются автоматические приспособления разных модификаций. Метод имеет ряд достоинств:
- Нет необходимости снимать диск, что вместе с установкой требуют значительных временных затрат.
- Балансировка шлифовального станка происходит во время работы, что позволяет постоянно контролировать его равновесие.
- Дает наиболее эффективный и точный результат.
Выбирая метод балансировки шлифовального оборудования стоит исходить из требований точности, временных и финансовых ресурсов.
Источник
Балансировка шлифовального круга
Балансировка круга – важнейшая часть подготовки перед началом работы. Если не сделать этого, круг и станок могут быть повреждены. От наладки оборудования также зависит и безопасность мастера. Если наладка будет происходить в домашней мастерской, придется обзавестись необходимым оборудованием. К счастью, его вариация обширная: наладочные станки, машины, стенды и так далее.
Чем лучше отлажены шлифовальные круги, тем выше будет их производительность, да и прослужат они в разы больше.
Зачем нужна балансировка?
Как минимум для того, чтобы обезопасить себя в работе, — неотбалансированный круг может разорваться в процессе, повредив при этом мастера. При разрыве абразивные частицы отваливаются, разлетаясь во все стороны. Пострадать могут не только руки, но и глаза, лицо. В целом можно сказать, что работа с таким инструментом – грубое нарушение техники безопасности.
Вторая причина кроется в резком снижении производительности станка. Деталь, которую вы будете шлифовать таким оборудованием, может повредиться, на ней могут остаться неровные поверхности или образоваться впадины. Сама шлифовка не даст должных результатов.
Происходит это из-за центробежных сил, которые вызывают вибрацию в оборудовании. Она вполне ощутима при попытке отшлифовать деталь. Если вы почувствовали, что круг «ходит», немедленно прекращайте работу и производите балансировку. Сделав это вовремя, вы сбережете подшипники станка, уменьшите расход абразивных частей круга для шлифовки, а значит и увеличите срок его эксплуатации.
Качественная балансировка круга дает гарант безопасности и комфортной работы.
Как отбалансировать шлифовальный круг
Главная задача – вернуть баланс между центром тяжести и вращением круга (они должны оставаться в одной оси). Перед тем как начать работу, круг нужно тщательно очистить. Если вы заметили на диске трещину (даже если он только что купленный), увы, его придется отправить в мусорный бак или попытаться сдать обратно в магазин. Такие диски балансировку не проходят.
Перед началом работы также желательно узнать причину, из-за которой круг вышел из строя. Причинами неуравновешенности круга может быть следующее:
• Диск был поврежден, а его геометрия нарушена;
• Диск был пропитан неравномерно СОЖ, из-за чего одна часть круга оказалась тяжелее другой;
• Неправильная установка диска на оборудование;
• Эксцентричное расположение отверстия относительно наружной поверхности;
• Отклонение в параллельности торцов круга.
Методы балансировки шлифовальных кругов.
1. Балансировка через параллельные линейки и валики
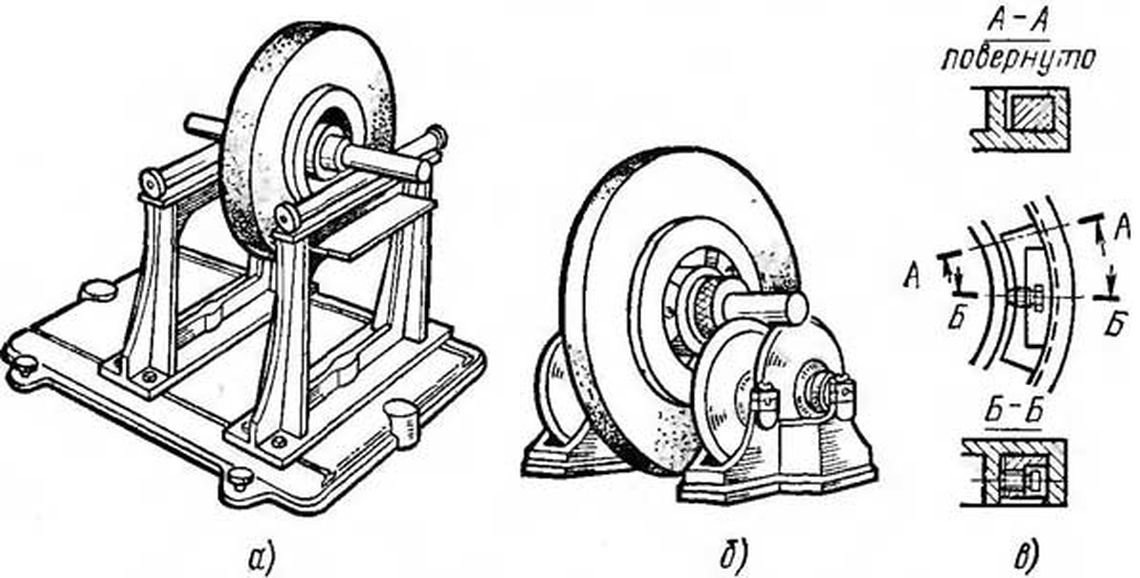
Статическая балансировка намного чаще применяется, чем динамическая. Это связано с ее экономичностью и простотой. Производится она на станке с установленными параллельными линейками (они могут быть заменены и на валики цилиндрической формы). На горизонтальные линейки ставится оправка с кругом, после чего производится балансировка. Этот метод прост, но есть в нем и явный минус. Если диски большие, а балансировка делается часто, абразивные круги оставляют на линейках вмятины, из-за чего точность работы снижается. Перед каждой балансировкой лучше шлифовать линейки и проверять их уровень.
Если же выбрать валики, принцип работы останется тот же, зато от появления дефектов вы будете защищены. Единственный недостаток, который всегда будет проявляться при балансировке – большое трение, неизменно снижающее точность работы. Чтобы избавиться от него, придется использовать рациональную конструкцию приспособлений, которая действует как воздушная подушка.
Еще один метод балансировки шлифовального оборудования – весы, работа которых основана на статистическом методе. Выбирая такой способ, имейте в виду, он имеет ограничения. На весы нельзя устанавливать диски диаметром больше 600 мм.
Если иметь балансировочные автоматические приспособления, отбалансировать круг можно прямо на станке. Это в разы удобнее и занимает меньше времени. Во время работы можно постоянно контролировать равновесие диска. Такой метод дает самый точный результат, так что, если планируется регулярная балансировка, лучше потратиться на приспособления.
Источник





