- § 103. Генераторы сварочные с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения. Технические характеристики сварочных преобразователей ПСО-300, ПСО-500, ПС-500-11.
- Источники питания постоянным током. Сварочные преобразователи однопостовые и многопостовые. Балластные реостаты
- Сварочные преобразователи
§ 103. Генераторы сварочные с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения. Технические характеристики сварочных преобразователей ПСО-300, ПСО-500, ПС-500-11.
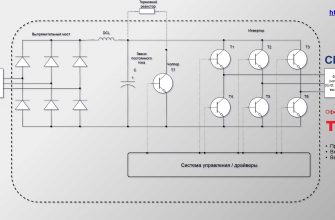
Отличительной особенностью генераторов такой схемы является использование принципа самовозбуждения (рис. 103, б), для этого имеются две обмотки возбуждения — НО и РО. В результате эдс генератора индуктируется магнитным потоком обмотки, присоединенной к щеткам генератора а и с. Напряжение между этими щетками почти Постоянно по величине, поэтому магнитный поток Ф н практически не меняется. Обмотка генератора НО называется обмоткой независимого возбуждения.
При нагрузке (сварке) сварочный ток проходит через обмотку РО, включенную так, что ее магнитный поток Ф р направлен против магнитного потока Ф н обмотки независимого возбуждения. При увеличении тока в сварочной цепи возрастает размагничивающее действие последовательной обмотки РО, а напряжение генератора становится меньше, так как эдс, индуктируемая в обмотке якоря генератора, зависит от результирующего магнитного потока генератора.
При коротком замыкании магнитные потоки Ф р и Ф н равны, напряжение на зажимах генератора близко к нулю.
Падающая внешняя характеристика получается вследствие размагничивающего действия обмотки РО.
Плавное регулирование сварочного тока в генераторах этой системы осуществляется реостатами Р. Возможно также добавочное регулирование сварочного тока переключением витков сериесной обмотки возбуждения.
Схема допускает четырех полюсное исполнение генераторов, что позволяет упростить конструкцию и соответственно уменьшить массу.
По данной схеме работают наиболее распространенные преобразователи ПСО-300, ПСО-500, ПС-500 с генераторами ГСО-300, ГСО-500, ГС-500 и некоторые другие сварочные агрегаты. Основные технические данные преобразователей с генераторами, работающими по этой схеме, даны в табл. 29.
29. Технические характеристики сварочных преобразователей ПСО-300, ПСО-500, ПС-500-11
| Параметры | Тип преобразователя | ||||||
| ПСО-300 | ПСО-500 | ПС-500-11 | |||||
| Характеристика | Преобразователи с независимым возбуждением и последовательной размагничивающей обмоткой | ||||||
| ПСО-120 | ПСО-300А | ПД-303 | ПСО-500 | ПСО-800 | АСО-2000 | ПС-1000-Ш | |
| Тип генератора | ГСО-120 | ГСО-300А | — | ГСО-500 | ГСО-800 | СГ-1000 | ГС-1000 |
| Номинальный сварочный ток, А | 120 | 300 | 300 | 500 | 800 | 1000х2 | 1000 |
| Напряжение холостого хода, В | 48-65 | 55-80 | 65 | 58-86 | 60-90 | — | — |
| Пределы регулирования сварочного тока, А | 30-120 | 75-300 | 80-300 | 125-600 | 200-800 | 300-1200 | 300-1200 |
| Мощность преобразователя, кВт | 7,3 | 12,5 | 10,0 | 28,0 | 55 | 56,0 | 55,0 |
| Скорость вращения якоря, об/мин. | 2900 | 2890 | 2890 | 2930 | — | 1460 | 1460 |
| К.п.д. преобразователя, % | 55 | 60 | — | 59 | 57 | 59 | 60 |
| Габаритные размеры, мм: | |||||||
| длина | 1055 | 1015 | 1052 | 1275 | — | 4000 | 1465 |
| ширина | 550 | 590 | 508 | 770 | — | 93,5 | 770 |
| высота | 730 | 980 | 996 | 1080 | — | 1190 | 910 |
| Масса, кг | 155 | 400 | 331 | 540 | 1040 | 4100 | 1600 |
| Характеристика | Тип | |||||
| ПСГ-350 | ПСГ-500-1 | ПСУ-300 | ПСУ-500-2 | |||
| с падающей характеристикой | с жесткой характеристикой | с падающей характеристикой | с жесткой характеристикой | |||
| Тип генератора | ГСГ-350 | ПСГ-500-1 | ГСУ-300 | ГСУ-500-2 | ||
| Номинальный сварочный ток, А | 350 | 500 | 300 | 500 | — | — |
| Напряжение холостого хода, В | 15-35 | 18-42 | 48 | 16-36 | 20-48 | 16-32 |
| Пределы регулирования сварочного тока, А | 50-350 | 60-500 | 75-300 | — | 120-500 | 60-500 |
| ПР, % | 60 | 60 | 65 | 60 | 65 | 60 |
| Номинальное напряжение, В | 30 | 40 | 30 | 30 | 40 | 40 |
| Пределы регулирования напряжения, В | 15-35 | 16-40 | — | 10-35 | 26-40 | 16-40 |
| Скорость вращения якоря, об/мин. | 2900 | 2930 | 2930 | 2890 | — | — |
| Мощность преобразователя, кВт | 14 | 28 | 28 | 10 | ||
| Габаритные размеры, мм: | ||||||
| длина | 1085 | 1052 | 1160 | 1055 | ||
| ширина | 555 | 590 | 490 | 580 | ||
| высота | 980 | 1013 | 740 | 920 | ||
| Масса, кг | 400 | 500 | 315 | 545 | ||
| Неисправности | Причины появления | Способ устранения |
| Генератор не дает напряжения | Размагничивание генератора | Намагнитить полюса генератора, подключив обмотки возбуждения к источнику постоянного тока |
| Генератор не дает напряжения | Сильное загрязнение коллектора | Очистить коллектор стеклянной мелкой бумагой и протереть тряпкой, смоченной в бензине |
| Генератор не дает напряжения | Обрыв в цепи обмотки возбуждения | Устранить обрыв в цепи |
| Генератор не дает напряжения | Плохое прижатие щеток, питающих обмотку возбуждения | Проверить пружины нажатия щеток и устранить возможное заедание щеток в щеткодержателе |
| Перегрев обмотки статора | Перегрузка сварочного генератора | Устранить перегрузку |
| Перегрев обмотки статора | Большое падение напряжения в проводах питания двигателя | Устранить падение напряжения |
| Перегрев обмотки статора | Неправильное соединение фаз обмотки | Исправить соединение фаз обмоток |
| Не запускается асинхронный двигатель | Обрыв в цепи одной из фаз | Устранить обрыв в цепи |
| Не запускается асинхронный двигатель | Неправильное соединение фаз обмотки | Исправить соединение фаз обмоток |
| Искрение и значительный нагар в одном месте коллектора | Обрыв обмотки якоря или плохая пайка ее соединения | Ликвидировать обрыв и улучшить качество пайки соединений обмотки |
| Нагрев якоря | Короткое замыкание части витков якоря | Тщательно очистить коллектор от загрязнения |
| Обгорание группы пластин коллектора | Биение коллектора или заедание щетки в щеткодержателе | Проверить индикатором коллектор на биение. При биении свыше 0,03 мм необходимо коллектор проточить на токарном станке. Устранить заедание щетки, подогнав ее по обойме щеткодержателя |
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
Источник