- Дуговая сварка и резка металлов
- Свойства сварочной дуги
- Доля основного металла в металле шва. Погонная энергия.
- Ионизирующее действие материалов электродных покрытий, покрытий разных марок и флюсов.
- Коэффициент плавления, наплавки, потери на угар и разбрызгивание, производительность сварки
- КПД сварочной дуги
- Методы изготовления электродов для ручной дуговой сварки.
- Дуговая сварка лежачим электродом
- Площадка аккумуляторщика и вулканизаторщика
- § 10. Устройство и обслуживание сварочных преобразователей. Схема сварочного преобразователя ПСО-500.
- Принцип действия
- Особенности и техника безопасности
- Пример оборудования
- Достоинства
- Справка
- Сварочные преобразователи
- Устройство преобразователей
- Недостатки
- Техника безопасности
Дуговая сварка и резка металлов



Свойства сварочной дуги
рис.1. Характер распределения магнитных силовых линий вокруг сварочной дуги.
Электрическая дуга — это мощный источник тепла и света. Тепловая мощность дуги определяется уравнением
Доля основного металла в металле шва. Погонная энергия.
Независимо от типа и способа выполнения, сварной шов состоит из определенной доли основного и электродного металла. Количественное содержание того или иного металла в шве будет зависеть от вида сварки, величины сварочного тока, напряжения на сва. Подробнее
Ионизирующее действие материалов электродных покрытий, покрытий разных марок и флюсов.
Газы даже при температурах, намного превышающих комнатную, состоят из недиссоциированных молекул, т. е. являются изоляторами. Наличие в газе положительно и отрицательно заряженных ионов и электронов делает его проводником электрического тока.
Коэффициент плавления, наплавки, потери на угар и разбрызгивание, производительность сварки
На производительность процесса электрической дуговой сварки влияют следующие факторы: сварочный ток; коэффициент плавления ап, который указывает, сколько электродного металла плавится под действием сварочного тока в 1 а за единицу вр. Подробнее
КПД сварочной дуги
Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q0 электрической энергии
Методы изготовления электродов для ручной дуговой сварки.
При массовом производстве электродов сухие смеси приготовляются заранее и хранятся в специальных закрытых емкостях.
Приготовление замеса (обмазочной массы) производят смешиванием готовой сухой смеси с определенным количеством раствора жи. Подробнее
Дуговая сварка лежачим электродом
В некоторых случаях может использоваться сварка лежачим электродом, заключающаяся в том, что в разделку стыкового соединения или в угол тавровых соединений укладывается толстопокрытый электрод, прижимаеиый к изделею медной накладкой сп. Подробнее
Источник
Площадка аккумуляторщика и вулканизаторщика
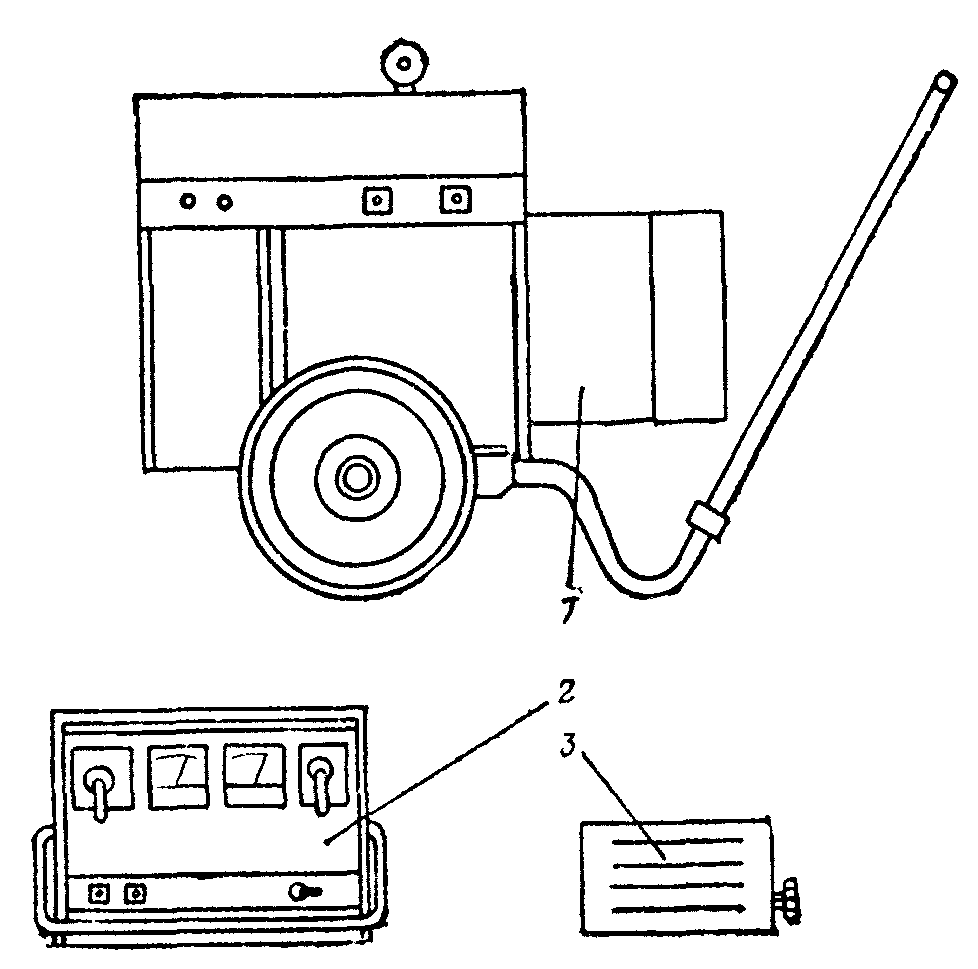
Сварочно-зарядная установка типа УДЗ-103У2:
1 — сварочный преобразователь; 2 — зарядно-разрядное устройство; 3 — реостат возбуждения
Сварочно-зарядная установка типа УДЗ-103У2 (рис. 5,) предназначена для однопостовой ручной дуговой сварки, наплавки и резки металлов постоянным током толщиной от 0,8 до 6 мм, а также для заряда, разряда и проведения контрольно-тренировочных циклов аккумуляторных батарей. Установка состоит из сварочного преобразователя постоянного тока 1 типа ПД-1601У2, зарядно-разрядного устройства 2 типа УЗР-201 У2 и реостата возбуждения 3.
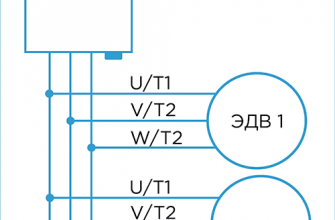
Сварочный преобразователь 1 состоит из асинхронного электродвигателя и сварочного генератора, смонтированных в одном корпусе.
Сварочный генератор имеет три диапазона сварочных токов: от 15 до 35, от 30 до 65 и от 60 до 135 А.
На панели сварочного генератора имеются четыре выводные клеммы: «-» (минус), «30», «65» и «125». Клемма «-» (минус) является общей для всех диапазонов. Регулировка сварочного тока в пределах каждого диапазона осуществляется реостатом возбуждения 3.
Зарядно-разрядное устройство 2 в комплекте со сварочным преобразователем предназначено для заряда и разряда аккумуляторных батарей.
Заряжаемые аккумуляторные батареи подключаются к клеммам панели на корпусе зарядно-разрядного устройства, обозначенным надписью «К аккумуляторам». Клеммы зарядно-разрядного устройства, обозначенные надписью «К генератору», подключаются только к клеммам «-» (минус) и «125» сварочного генератора.
Переключение зарядно-разрядного устройства с заряда на разряд осуществляется ручкой пакетного переключателя.
Зарядно-разрядное устройство УЗР-201
Зарядно-разрядное устройство предназначено для заряда, разряда и для проведения контрольно-тренировочных циклов аккумуляторных батарей.
Устройство смонтировано в отдельном переносном ящике и состоит из реостата, контрольно-измерительных приборов и коммутирующей аппаратуры.
Техническая характеристика
| Пределы регулирования разрядного тока, А | 4,5-18,5 |
| Максимальный зарядный ток, А | |
| Напряжение заряжаемых и разряжаемых аккумуляторных батарей, В | 12; 24 |
| Номинальный режим работы при заряде и разряде S1 с ПН, % | |
| Количество одновременно заряжаемых аккумуляторных батарей при зарядном токе 10 А, шт.: 12 В 24 В | |
| Габаритные размеры, мм.: длина ширина высота | |
| Масса, кг |
Оборудование для технического обслуживания и заряда аккумуляторных батарей
Для заряда, технического обслуживания и проверки аккумуляторных батарей в мастерской кроме описанного выше зарядно-разрядного устройства УЗР-201 имеется комплект аккумуляторщика и соединительные провода.
Комплект аккумуляторщика, мод. Э412,предназначен для технического обслуживания стартерных аккумуляторных батарей непосредственно на транспортных средствах в полевых условиях.
Комплект аккумуляторщика, мод. Э412:
-пробник аккумуляторный Э107;
-ремень для извлечения батарей из гнёзд и их переноски;
-ключи гаечные с открытым зевом двусторонние 10×12 и 13×14 для отвинчивания гайки стяжного болта наконечника провода;
-приспособление для снятия наконечников проводов;
-приспособление для зачистки наконечников проводов и выводов аккумуляторных батарей;
-бачок для дистиллированной воды.
Техническая характеристика
| Тип | Переносный |
| Пределы измерения плотности электролита, г/см 3 | 1,19-1,31 |
| Ёмкости проверяемых аккумуляторных батарей, А·ч | 45-190 |
| Габаритные размеры, мм | 320×210×300 |
| Масса, кг | 6,5 |
Комплект состоит из ящика, в котором укладываются все комплектующие изделия Бачок устанавливается непосредственно на дно ящика, а все остальные изделия – в гнёздах двух ложементов, как показано на рисунке.
Источник
§ 10. Устройство и обслуживание сварочных преобразователей. Схема сварочного преобразователя ПСО-500.
Специфическая разновидность сварочного аппарата, применяемая в основном в промышленности, а также в некоторых видах строительно-монтажных работ – это и есть сварочный преобразователь.
Он называется так потому, что преобразовывает переменный ток от бытовой или промышленной сети в постоянный ток, оптимально подходящий для большинства видов сварки.

Принцип действия
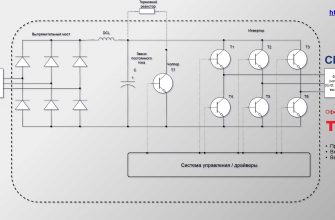
Несмотря на суть конечного результата — постоянный ток — преобразователь действует по совершенно иному принципу, чем выпрямитель или инвертор.
Его конструкция предполагает удлиненную цепочку прохождения энергии. Сначала переменный ток переходит в механическую энергию, а она в свою очередь преобразуется обратно в электрическую, но уже постоянного характера.
Конструктивно преобразователь состоит из электродвигателя, как правило, асинхронного, и генератора постоянного тока, объединенных в одном корпусе. Поскольку генератор, использующий принцип электромагнитной индукции, также вырабатывает переменный ток, в схеме присутствует коллектор, преобразующий его в постоянный.
Особенности и техника безопасности
Сварочный преобразователь– это сложный в применении аппарат. Он требует соблюдения правил и учета всех его особенностей. Мы дадим несколько рекомендаций касаемо эффективного и безопасного применения преобразователя.
Перед тем, как включить преобразователь, убедитесь, что корпус заземлен. Также проверьте, в каком состоянии щетки коллектора. До упора поверните штурвал реостата против часовой стрелки. Не забудьте на доске зажимов установить перемычку с учетом силы сварочного тока.
Зачастую преобразователи требуют 380 Вольт для питания, а это напряжение может быть опасно для вашего здоровья. Даже стандартные 220 Вольт способны привести к печальным последствиям. Поэтому ничем не закрывайте клеммы двигателя.
Напряжение на клеммах генератора не должно превышать 12 Вольт, если вы работаете в условиях с повышенной влажностью или температурой, в пыльном помещении или на токопроводящем полу. Но на практике ситуация обстоит сложнее, поскольку при работе преобразователя напряжение может свободно повышаться вплоть до 80 Вольт. Будьте осторожны. Пользуйтесь резиновым ковриком специальной обувью и перчатками.
Остальные правила техники безопасности ничем не отличаются от трансформаторов или инверторов. В процессе работы глаза, руки и лицо могут пострадать от излучений дуги, брызг горячего металла и т.п., так что не пренебрегайте средствами индивидуальной защиты.
Пример оборудования
В качестве примера можно рассмотреть широко известный в профессиональных кругах сварочный преобразователь ПСО-500.
Он состоит из сигарообразного корпуса, на котором сверху закреплен блок с контрольной аппаратурой, управляющими элементами (пакетным выключателем и реостатным регулятором) и контактами для подключения электродов, а внутри на одном вращающемся валу смонтированы асинхронный двигатель и генератор, разделенные вентилятором охлаждения.
Прямая электрическая связь между генератором и двигателем отсутствует. Двигатель, запускаемый от питающей сети, начинает с высокой скоростью вращать вал, с которым связан его ротор.
На этот вал насажен и якорь генератора. В результате вращения якоря в его обмотках индуцируется переменный ток, который коллектором преобразуется в постоянный и подается на сварочные клеммы.
ПСО-500 относится к однопостовым сварочным преобразователям мобильного типа. Он смонтирован на трехколесной тележке. Величина сварного тока, выдаваемого ПСО-500, может достигать 300 или 500 А — в зависимости от перемычки, соединяющей одну из клемм с последовательной обмоткой генератора.
Выходной ток регулируется вручную, с помощью верньера, связанного с реостатом (устройством изменения сопротивления). Контроль тока производится по встроенному амперметру.
Числовой индекс в маркировке — 350, 500, 800, 1000 — означает максимальный постоянный ток, на работу с которым рассчитан данный преобразователь. Некоторые модели с помощью верньера могут быть настроены так, чтобы выдавать сварочный ток больше номинального, но работа в таком режиме чревато перегревом и быстрым выходом аппарата из строя.
Достоинства
Как и любое другое оборудование, сварочные преобразователи (которые исторически появились гораздо раньше инверторов) имеют определенные преимущества, и одновременно несут ряд определенных неудобств. К их достоинствам можно отнести:
- большой сварочный ток — у некоторых моделей, в частности, ПСО-500 и ПСГ-500, он доходит до 500 А, есть и более мощные устройства;
- неприхотливость в работе;
- нечувствительность к перепадам входного напряжения;
- сравнительно высокая надежность при квалифицированном обслуживании;
- хорошая ремонтопригодность, удобство сервисного обслуживания.
Током, который способны выдавать эти устройства, можно варить очень толстые швы, порядка 10-30 мм. Это еще одно важное преимущество, благодаря которому используют сварочные преобразователи.
Справка
Сварочные преобразователи
Устройство преобразователей
В настоящее время применяют преобразователи ПСО-315 и ПСО-300-2 на номинальный сварочный ток 315А. Они предназначены для питания постоянным током одного сварочного поста для ручной дуговой сварки, наплавки и резки металлов штучными электродами, а также для питания сварочным током установок механизированной сварки под флюсом. В этих преобразователях применены сварочные генераторы ГСО-300М и ГСО-300, которые представляют собой четырехполосные коллекторные машины постоянного тока с самовозбуждением, отличающиеся друг от друга только частотой вращения. Для работы на номинальном сварочном токе 500 А используется более мощный преобразователь ПД-502. В отличие от генератора ГСО-300 генератор ГД-502 преобразователя ПД-502 имеет независимое возбуждение. Обмотка независимого возбуждения питается от сети переменного тока трехфазного тока через специальный индуктивно- емкостный преобразователь напряжения, который одновременно служит стабилизатором тока при колебаниях напряжения в сети. Плавное регулирование сварочного тока в пределах каждого диапазона осуществляется реостатом обмотки возбуждения, смонтированным на выносном пульте дистанционного управления и подсоединенным штепсельным разъемом к доске зажимов генератора, на этой же доске переключаются диапазоны на 125, 300 и 500А.
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
| Тип | Приводной электродвигатель на напряжение сети 220/380В | Коэффициент | Габариты, мм | Масса, кг | Исполнение | ||||
| Преобразователя или агрегата | Генератора | Тип | Мощность кВт | Частота вращения, об/мин | Коэффициент полезного действия | Мощности | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ПСО-120 | ГСО-120 | АВ-42-2 | 7,2 | 2900 | 0,55 | 0,83 | 1055х550х730 | 155 | Однокорпусный, передвижной на колесах |
| ПСО-300 | ГСО-300 | АВ2-62-4 | 14 | 1450 | 0,7 | 0,88 | 1015х590х980 | 400 | |
| ПСО-300-2 | — | 4АВ-160А4 | — | 1450 | — | — | 1069х620х822 | 435 | |
| ПСО-300-3 | ГСО-300/3 | АВ2-61-4 | 13 | 1450 | — | — | 1062х590х800 | 400 | |
| ПСО-300А | ГСО-300А | А-62/4 | 12,5 | 2890 | 0,6 | — | 1020х608х996 | 305 | |
| ПСО-300М | ГСО-300М | — | 14 | 2890 | 0,7 | — | 550х645х300 | 300 | |
| ПСО-500 | ГСО-500 | АВ2-71-2 | 30 | 2890 | 0,54 | 0,89 | 1075х650х1085 | 540 | |
| ПСГ-500 | ГСО-500 | АВ-71-2 | 28 | 2890 | 0,65 | 0,89 | 1055х580х920 | 500 | |
| ПСГ-500/1 | ГСО-500-1 | АВ-71-2 | 30 | 2830 | — | — | 1050х590х870 | 460 | |
| ПСМ-100-П | СГ-100 | АД-94/4 | 75 | 1450 | 0,74 | 0,89 | 1520х820х910 | 1600 | |
| ПСМ-100-П | СГ-100 | АД-91/4 | 75 | 1450 | 0,74 | 0,89 | 1520х820х910 | 1600 | Однокорпусный, передвижной на колесах |
| ПСМ-100-4 | ГСМ-1000-4 | А2-82/2 | 75 | 2925 | 0,73 | 0,9 | 1430х620х820 | 950 | |
| ПСУ-300 | ГСУ-300 | АВ-52-2 | 10 | 2890 | 0,63 | 0,83 | 1160х490х470 | 300 | |
| ПСУ-500-2 | ГСУ-500-2 | АВ2-71-2 | 30 | 2930 | 0,63 | 0,9 | 1075х1085х650 | 545 | |
Технические характеристики сварочных преобразователей и агрегатов с бензиновыми и дизельными двигателями
| Тип | Приводной двигатель | Габариты,мм | Масса, кг | Исполнение | |||
| агрегата | генератора | тип | Мощность кВт | Частота вращения об/мин | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| АБС-120 | ГСО-120-2 | УД-2 | 6,6 | 1900 | 1290х645х935 | 300 | Общая рама с крышкой |
| АСБ-300М | ГСО-300М | 408 | 14,7 | 3000 | 1660х1095х935 | 565 | Общая рама с крышкой, стенки съемные |
| АСБ-300-7 | ГСО-300-5 | ГАЗ-320 | 29,4 | 2000 | 1955х895х1250 | 640 | |
| АСБ-300 | ГСО-300-8 | ГАЗ-320 | 29,4 | 2000 | 1915х895х1250 | 640 | |
| АСБГ-300 | ГСО-300-5 | ГАЗ-320Ж | 18,4 | 2000 | 1915х895х1655 | 860 | |
| АСД-3-1 | СГП-3-VIII | ЯАЗ-М69-20 | 44 | 1500 | 2820х1100х2115 | 2500 | Общая рама с крышкой, стенки откидные |
| АСД-300 | ГСО-300 | 5П4-44-8,5/1 | 17,7 | 1500 | 1885х875х1470 | 980 | Общая рама с крышкой. Стенки съемные |
| АСД-300М | ГСО-300 | 5П4-44-8,5/1 | 17,7 | 1500 | 1885х875х1470 | 980 | |
| АСДП-500 | СГП-3-VIII | ЯАЗ-М20-4Г | 44 | 1500 | 5380х1930х2600 | 4400 | Общая рама с крышкой на четырехколесном прицепе. Стенки съемные |
| ПАС-400-VI | СГП-3-VI | ЗИЛ-164А | 48 | 1600 | 2950х1920х880 | 1900 | Общая рама с крышкой, стенки откидные |
| ПАС-400VIII | СГП-3-VI | ЗИЛ-164А | 48 | 1600 | 1900 | ||
Технические характеристики преобразователей с электродвигателем
| Показатель | ПСО-315М | ПСО-300-2 | ПД-502 | ПД-305 |
| Номинальный сварочный ток, А | 315 | 500 | 315 | |
| Пределы регулирования сварочного тока, А | 100-315 | 75-500 | 45-350 | |
| Напряжение холостого хода генератора, В, не более | 90 | |||
| Мощность генератора, кВт | 10,2 | 10,2 | 20 | 10,2 |
| Линейное напряжение трехфазной питающей сети, В | 380 | 220 или 380 | ||
| Мощность электродвигателя, кВТ | 17 | 15 | 30 | 10 |
| Габариты, мм | 1225х485х780 | 1030х590х830 | 1665х650х935 | 1200х537х845 |
| Масса, кг | 393 | 435 | 500 | 280 |
Многопостовые сварочные преобразователи предназначены для одновременного питания сварочным током нескольких постов ручной дуговой сварки. Применение их целесообразно в цехах металлоконструкций, где сосредоточено несколько рабочих мест (постов) сварщиков, а также при сооружении крупных металлоемких сварных объектов, расположенных компактно на строительной площадке, например доменной печи, резервуарного парка и др. Многопостовый преобразователь ПСМ-1000 состоит из генератора СГ-1000 и асинхронного двигателя.
В промышленных цехах еще можно встретить преобразователи старой конструкции ПСО-500, имеющие генераторы с независимым возбуждением, и ПСО- 300 с генераторами с самовозбуждением и размагничивающей последовательной обмоткой, но они постепенно заменяются преобразователями ПД-502, ПСО-315М и ПСО-300-2.
Промышленность выпускает однопостовый преобразователь ПД-305 для ручной дуговой сварки, имеющий вентильный генератор ГД-317, представляющий собой трехфазную индукторную электрическую машину, вырабатывающую переменный ток частотой 300 Гц. Машина оснащена выпрямительным устройством из кремниевых вентилей и дистанционным управлением.
Для питания одного поста дуговой автоматизированной и механизированной сварки в защитном газе плавящимся электродом предназначен преобразователь ПСГ-500-1, внешне похожий на преобразователь ПД-502. Сварочный генератор ГСГ-500 этого преобразователя представляет собой четырехполосную машину с самовозбуждением и обмоткой, расположенной на всех главных полюсах. Генератор не имеет размагничивающей последовательной обмотки, его внешние характеристики имеют пределы от 50 до 500 А с наклоном не более + 0,04 В/А, что обеспечивает стабильную механизированную сварку в защитном газе.
Недостатки
Однако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
- большие габариты и масса (она может доходить до полутонны и выше);
- низкий КПД;
- повышенная электрическая опасность;
- шумность работы;
- необходимость в сервисном обслуживании.
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения.
Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал.
Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Под повышенной электрической опасностью имеется в виду тот факт, что перед началом сварочных работ преобразователь обязательно должен быть заземлен, подключение его к сети по правилам должно проводиться только электриком.
Техника безопасности
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
- обязательное заземление корпуса установки;
- на клеммах двигателя напряжение в 380/220 В считается опасным, они обязательно должны быть надежно изолированы, прикрыты. Соединительные работы осуществляются опытным электриком, у которого есть допуск к работам с высоким напряжением;
- на клеммах генератора при нагрузке напряжение составляет 40 В, на холостом ходу напряжение генератора марки ГСО-500 может увеличиваться до 85 В. В процессе эксплуатации оборудования в закрытых помещениях с повышенной влажностью, при наличии пыли, на открытом воздухе, при повышенных температурах окружающей среды (более 30 градусов), токопроводящем половом основании, выполнении сварки материалов на конструкциях, сделанных из металла, напряжение более 12 В представляет опасность для человеческой жизни.
Источник