Процедура измерения координат дефекта состоит в определении положения преобразователя, соответствующего максимуму эхо-сигнала от дефекта, измерения глубиномером времени пробега УЗ импульса от преобразователя до дефекта и расчете координат дефекта по результатам измерений.
Глубиномер предварительно настраивают на скорость распространения используемого типа волн в материале изделия и исключают время пробега импульса в протекторе прямого или призме наклонного преобразователя.
При контроле наклонным преобразователем глубиномер позволяет измерять две координаты дефекта: глубину залегания его под поверхностью и расстояние от преобразователя до дефекта вдоль поверхности изделия. Для этого нужно (предварительно исключив время пробега ультразвука в призме преобразователя) настроить глубиномер на измерение указанных величин с учетом угла ввода преобразователя. Эта настройка аналогична настройке на скорость звука, но для каждой координаты ее нужно выполнять отдельно.
В соответствии с изложенным погрешности глубиномера могут быть связаны:
а) с неточностью измерения глубиномером времени пробега импульса;
б) с неточностью настройки глубиномера на скорость звука или на измерение координат дефекта;
в) с неточностью настройки задержки начала отсчета глубиномера для исключения времени пробега в протекторе или призме преобразователя.
Погрешности «б» и «в» войдут во все измерения, выполняемые глубиномером, поэтому они – систематические погрешности. Погрешность «а», также как погрешности, возникающие при выполнении других операций по измерению координат каждого дефекта (например, определение положения максимума эхо-сигнала), — случайная погрешность.
Погрешность «а» проверяют по СО-2 или на изделии. Проверка заключается в измерении известных расстояний между поверхностями. При контроле прямым преобразователем удобно использовать многократные отражения между двумя параллельными поверхностями образца или изделия. При правильной работе глубиномера между ними должен быть постоянный интервал времени.
При этой проверке легко оценить погрешность «в». Интервал времени между зондирующим импульсом и первым донным сигналом будет больше других интервалов на время пробега импульса в протекторе и слое контактной жидкости.
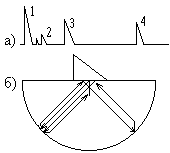
При контроле наклонным преобразователем удобно использовать многократные отражения между вогнутой цилиндрической поверхностью СО-3 и плоской поверхностью образца. На рис. 4.8, а показаны импульсы на развертке дефектоскопа: 1 – зондирующий; 2 – от границы преобразователь – образец (он иногда не виден); 3 – эхо-сигнал от вогнутой цилиндрической поверхности образца; 4- эхо-сигнал, отраженный от вогнутой поверхности, затем зеркально отраженный от плоской поверхности ввода, затем от вогнутой плоской поверхности и опять от вогнутой поверхности. На рис. 4.8, б одинаковые траектории импульсов показаны смещенными.
Времена прихода импульсов:
; ; ,
где П и сП – путь и скорость звука в призме; R – радиус вогнутой цилиндрической поверхности; с – скорость поперечных волн в образце. Время пробега в призме и погрешность «в» оценивают по формуле:
.
Если дефектоскоп (как УД2-12) позволяет измерять время, то время пробега в призме t2 и погрешность «в» можно также оценить по формуле:
где 33,7 мкс – расчетное время пробега импульса в образце .
Погрешность «б» проверяют только на изделии путем многократных измерений известных расстояний.
Источник
ответы на ук. УК метал 1 ур редак. (1). Экзаменационные вопросы ультразвуковой контроль металлов. I уровень квалификации
Название
Экзаменационные вопросы ультразвуковой контроль металлов. I уровень квалификации
Анкор
ответы на ук
Дата
21.08.2020
Размер
138 Kb.
Формат файла
Имя файла
УК метал 1 ур редак. (1).doc
Тип
Экзаменационные вопросы #135862
С этим файлом связано 1 файл(ов). Среди них: ВИК спец редакт..doc. Показать все связанные файлы Подборка по базе: Типология вопросы.docx, ФИО_Рубежный контроль.docx, экзаменационные вопросы (1).docx, 2.Аварийно-спасательные работы контрольные вопросы + рабочие бил, рубежный контроль 2 волонтёрство и социальная помощь населению в, Ответы на вопросы.docx, ответы на вопросы.docx, первая контрольная.doc, Контрольные вопросы по теме 2.pdf, Контрольные вопросы по теме 1.pdf
РЕКОМЕНДУЕМЫЕ ЭКЗАМЕНАЦИОННЫЕ ВОПРОСЫ
Ультразвуковой контроль металлов. I уровень квалификации
Как движутся частицы среды при прохождении упругой волны?
По синусоидальной траектории в направлении распространения волны.
Около положения равновесия.
Они неподвижны.
Какие частоты колебаний характерны для ультразвуковых волн?
Не воспринимаемые слуховым аппаратом человека.
20 Гц — 10 кГц.
20 кГц — 100 Мгц.
В каких средах (материалах) могут распространяться продольные волны?
В любых.
Только в твердых.
В жидких и газообразных.
От чего зависит длина упругой волны в безграничной среде?
От скорости распространения волны и частоты.
Только от свойств среды.
От размеров излучателя и частоты.
У волны с каким фронтом амплитуда наиболее быстро уменьшается при распространении в идеальной безграничной среде?
Фронт волны не имеет значения.
Сферическим.
Плоским.
Волны какого типа отразятся от границы стали с воздухом при наклонном падении на нее из стали продольной ультразвуковой волны?
Продольная.
Продольная и поперечная.
Продольная и поверхностная.
Как изменится угол преломления прошедшей волны при увеличении угла падения волны на границу двух сред?
Не изменяется.
Возрастает.
Уменьшается.
В какой из приведенных пар сред доля отраженной энергии максимальна, если падающая волна — поперечная, падение — нормальное?
а) Сталь — вода, б) Алюминий — воздух.
а).
б)
Одинаковы.
Призма является отличительным конструктивным элементом преобразователя:
прямого.
наклонного.
раздельно-совмещенного.
широкополосного.
Прямой преобразователь последовательно устанавливается на образцы из органического стекла и стали. В каком случае протяженность ближней зоны поля излучения больше?
На образце из органического стекла.
На образце из стали.
В обоих случаях одинакова.
Чем отличаются ближняя и мертвая зоны с точки зрения контроля?
Понятия совпадают.
В мертвой зоне несплошности не выявляются, а в ближней может быть неправильно определено их количество.
В мертвой зоне несплошности не выявляются, а в ближней может быть неправильно определено их местоположение.
Совместно 2 и 3.
Одинаковыми преобразователями получают донные сигналы для трех образцов равной толщины из а) алюминия, б) стали и з) чугуна. В каком случае амплитуда будет больше?
Амплитуды одинаковы.
Какая из указанных причин приведет к тому, что преобразователь совсем не будет работать?
Перевернули пьезопластину при сборке.
Нарушился электрический контакт.
Температура изделия меньше 0°С.
Какова скорость ультразвука в вакууме?
Такая же, как в воздухе.
Больше, чем в воздухе.
Волна отсутствует.
Во сколько раз уменьшилась амплитуда, если волна ослабла на 6 дБ?
В шесть раз.
В два раза.
В три раза.
В 12 раз.
Какой из перечисленных преобразователей (радиусом а на частоту f) создаст наиболее направленный пучок в дальней зоне?
а = 10 мм, f = 1 МГц.
а = 25 мм, f= 5 МГц.
а = 25 мм, f = 2,5 МГц.
а = 10 мм, f = 5 МГц.
Что является признаком обнаружения отражателя при ультразвуковом контроле эхо-методом?
Увеличение интервала между излученным и принятым импульсами.
Наличие эхо-сигнала от отражателя.
Оба указанных признака.
Как соотносятся размеры В моделей дефектов в виде диска и сферы, расположенных на одной глубине, если амплитуды эхосигналов от них равны?
Всф Вд.
Неизвестно.
Всф = Вд.
Какой из перечисленных факторов влияет на амплитуду сигнала от плоской несплошности?
Величина несплошности.
Заполнение несплошности окислом.
Ориентация несплошности.
Все указанные факторы.
Какой метод контроля позволит контролировать изделие, состоящее из тонких склееных слоев?
Эхо.
Теневой.
Зеркально-теневой.
Все названные.
Теневым методом прозвучиваются листовой материал и стержень, длина которого равна толщине листа. В каком случае будет больше амплитуда сквозного сигнала?
Для листа больше.
Для стержня больше.
Одинаковы.
Небольшой дефект находится на глубине меньшей или равной половине длины ближней зоны преобразователя. Чем может быть вызвано изменение амплитуды эхосигнала при перемещении преобразователя по поверхности изделия: а) особенностями изменения амплитуды в ближней зоне; б) нестабильностью акустического контакта; в) демпфированием преобразователя?
а) и б).
б) и в).
Только а).
Только б).
Амплитуда эхосигнала уменьшилась в 10 раз. На сколько децибел ослабла амплитуда?
На 2 дБ.
На 6 дБ.
На 10 дБ.
На 20 дБ.
Рассчитайте собственную частоту колебаний преобразователя с пьезопластиной из ЦТС-19 (скорость звука 3 мм/мкс) толщиной 0,3 мм.
5 МГц.
2,5 МГц.
1,8 МГц.
1 МГц.
Можно ли наблюдать на экране дефектоскопа пятикратное отражение по толщине 30 мм в плоскопараллельном изделии шириной и длиной 150 мм?
Нельзя.
Можно.
Можно при небольшом затухании ультразвука в материале.
Можно, если скорость распространения ультразвука в
материале меньше 6 мм/с.
Что является признаком обнаружения отражателя при ультразвуковом контроле зеркально-теневым методом?
Появление эхо-импульса от дна изделия.
Наличие эхосигнала от дефекта.
Уменьшение эхо-импульса от дна изделия.
Увеличение скорости распространения ультразвука в изделии.
Несплошность в форме диска параллельного поверхности ввода диаметром 10 мм расположена на глубине 30 мм в плоскопараллельном образце из алюминия толщиной 50 мм. По какому признаку ее можно обнаружить при контроле эхо-методом?
Появлению эхосигнала.
Уменьшению зондирующего импульса.
Уменьшению донного сигнала.
Одновременно 1 и 3.
Одновременно 1, 2 и 3.
Какой из нижеперечисленных преобразователей содержит наиболее тонкий пьезоэлемент?
На частоту 1,25 МГц.
На частоту 5 МГц.
На частоту 10 МГц.
На частоту 2,5 МГц.
Какой должна быть длительность задержки развертки дефектоскопа при контроле иммерсионном способом?
Равной времени пробега импульса в изделии.
Равной времени пробега импульса в иммерсионном слое.
Равной времени пробега импульса в иммерсионном слое и изделии.
Какой должна быть длительность развертки дефектоскопа при контроле иммерсионном способом?
Равной времени пробега импульса в изделии.
Равной времени пробега импульса в иммерсионном слое.
Равной времени пробега импульса в иммерсионном слое и изделии.
Какой должна быть длительность строб-импульса дефектоскопа при контроле иммерсионном способом?
Равной времени пробега импульса в изделии.
Равной времени пробега импульса в иммерсионном слое.
Равной времени пробега импульса в иммерсионном слое и изделии.
Можно ли импульсным эходефектоскопом контролировать стальной лист теневым методом?
Можно.
Нельзя.
Можно при небольшом рассеянии ультразвука.
Что такое стрела преобразователя?
Общая длина.
Высота.
Расстояние от передней грани до точки выхода.
Этот термин не применяется.
Какую величину позволяет непосредственно измерить аттенюатор дефектоскопа?
Амплитуду эхосигнала.
Координаты дефекта.
Отношение амплитуд эхосигналов.
Как следует подключать совмещенный преобразователь к дефектоскопу?
К выходу дефектоскопа.
К выходу и входу одновременно.
Ко входу дефектоскопа.
Как следует раздельно-совмещенный преобразователь подключать к дефектоскопу?
Излучающий элемент — к выходу, а приемный — ко входу.
Излучающий элемент — ко входу, а приемный — к выходу.
В дефектоскопе имеется некалиброванный регулятор усиления приемного тракта. В каких случаях возможно его использование?
При настройке дефектоскопа на заданный уровень чувствительности по образцам с искусственными дефектами.
При настройке на контроль объектов на этапе поиска дефектов с заданным повышением чувствительности.
Ни в одном из названных случаев.
Зондирующий импульс .
формируется в результате отражения ультразвуковых волн от дефектов.
формируется в дефектоскопе для возбуждения преобразователя.
формируется в дефектоскопе для синхронизации работы его узлов.
Дефектоскоп с прямым преобразователем настроен на работу изделия толщиной Н. Как следует изменить длительность развертки при переходе на контроль изделия из того же материала толщиной 0,5 Н?
Увеличить в два раза.
Оставить без изменений.
Уменьшить в два раза.
Дефектоскоп с наклонным преобразователем настроен на работу в режиме контроля «от поверхности» изделия толщиной Н. Как следует изменить длительность задержки строб-импульса и длительность строб-импульса при переходе на контроль в этом же режиме изделия из того же материала толщиной 0,5 Н?
Уменьшить длительность задержки и длительность строб-импульса в два раза.
Длительность задержки оставить неизменной, а длительность строб-импульса увеличить в два раза.
Увеличить длительность задержки и длительность строб- импульса в два раза.
Генератор зондирующих импульсов предназначен для .
синхронизации работы узлов дефектоскопа.
усиления сигналов.
возбуждения преобразователя.
Генератор строб-импульсов предназначен для.
выделения импульса, подлежащего измерению и регистрации.
управления работой усилителя.
запуска генератора зондирующих импульсов.
Блок цифрового отсчета координат дефектов (толщины изделия) ультразвукового дефектоскопа (толщиномера) имеет два регулятора, первый из которых предназначен для отстройки от времени пробега ультразвуковых волн в призмах или протекторах преобразователей, а другой — для.
настройки на скорость распространения ультразвуковых
волн в объекте контроля с учетом угла ввода волн.
Если со строб-импульсом дефектоскопа совпадают по времени несколько эхосигналов, то для какого из них блок цифрового отсчета индицирует координаты дефекта или амплитуду сигнала?
Для первого эхо-сигнала, амплитуда которого выше порога срабатывания сигнализатора дефектов.
Для максимального эхо-сигнала.
Для первого эхо-сигнала.
В режиме А-развертки на экране эхо-дефектоскопа индицируется.
путь ультрозвуковых колебаний в объекте.
осциллограмма зондирующего импульса, эхосигналов и строб-импульса.
изображение дефекта.
Блок временной регулировки чувствительности предназначен для.
подавления шумов в усилителе.
обеспечения равенства отображаемых на экране дефектоскопа амплитуд эхосигналов от равновеликих отражателей, залегающих на различных глубинах.
защиты усилителя дефектоскопа от перегрузки.
повышения разрешающей способности.
Что такое развертка типа М?
Представление сечения изделия с изображением несплошностей.
Развертка типа А с запоминанием огибающей эхосигнала на линии развертки.
Развертка типа А со ступенчатым изменением чувствительности.
Основные параметры контроля, значения которых зависят от физических характеристик контролируемого материала, называют:
основными параметрами метода.
2. измеряемыми параметрами метода.
3. основными параметрами аппаратуры.
физическими параметрами материала.
К основным параметрам метода, в частности, относят:
диаметр излучателя.
длину ультразвуковых волн.
угол падения волны.
Как правило, ультразвуковой контроль объектов из углеродистых и низколегированных сталей проводят с использованием частот в интервале:
20 — 50 кГц.
1 — 1000 кГц.
1 — 5 МГц.
15 — 100 МГц.
Уровень чувствительности эхо-импульсного дефектоскопа, обеспечивающий обнаружение заданного плоскодонного отражателя во всем контролируемом объеме изделия, называют:
Уровень чувствительности эхо-импульсного дефектоскопа, при превышении которого амплитудой эхосигнала от несплошности она считается недопустимой называют:
реальной чувствительностью.
уровнем браковки.
уровнем фиксации.
предельной чувствительностью.
Угол между нормалью к поверхности изделия, проходящей через точку ввода луча, и линией, соединяющей центр цилиндрического отражателя и точку ввода луча при установке преобразователя в положение, соответствующее максимальной амплитуде эхосигнала, называют:
углом призмы.
углом наклона.
углом ввода.
углом преломления по Снеллиусу.
Угол ввода луча в процессе контроля может изменяться вследствие изменения:
амплитуды зондирующего импульса.
температуры окружающего воздуха.
коэффициента усиления приемного тракта.
уровня срабатывания автоматического сигнализатора дефектов.
Угол ввода луча является:
основным параметром аппаратуры.
измеряемой характеристикой процесса контроля.
основным параметром метода.
параметром преобразователя.
Угол ввода луча измеряют по образцу с цилиндрическим отверстием, изготовленному из:
стали марки Ст 3 или Ст 20.
любого металла.
металла, близкого по акустическим свойствам к контролируемому.
органического стекла.
Угловое распределение упругого поля в дальней зоне преобразователя называют:
диаграммой направленности
направленностью поля.
огибающей последовательности эхосигналов.
полем излучения-приема.
Направленность поля поперечной волны в плоскости падения наклонного преобразователя ухудшается с увеличением:
размера излучателя.
угла ввода.
частоты колебаний.
радиуса отражателя.
Основной лепесток диаграммы направленности преобразователя радиусом а на частоту f имеет наименьшую ширину, если:
af = 30 мм МГц.
af = 20 мм МГц.
af = 10 мм МГц.
af = 5 мм МГц.
Область контролируемого металла, расположенная под поверхностью ввода объекта контроля, в пределах которой невозможно обнаружить дефект, называют:
непрозвучиваемой зоной.
мертвой зоной.
ближней зоной.
приповерхностной областью.
При прочих равных условиях величина мертвой зоны зависит от:
а) диаметра преобразователя.
в) длительности зондирующего импульса.
г) коэффициента прозрачности границы преобразователь — контролируемый материал.
а), б), в), г).
б), в).
а), б), в).
При прочих равных условиях мертвая зона наклонного преобразователя с увеличением угла призмы:
не изменяется.
возрастает.
уменьшается.
неизвестно.
Минимальное расстояние между отражателями, расположенными один за другим, эхосигналы которых различаются на экране дефектоскопа, называют:
фронтальной разрешающей способностью.
разрешающей способностью аппаратуры.
лучевой разрешающей способностью.
разрешающей способностью по углу.
Измерение интервала времени между моментом начала излучения зондирующего и моментом приема отраженного импульсов положено в основу определения:
длительности зондирующего импульса.
координат дефекта.
лучевой разрешающей способности.
разрешающей способностью по углу.
Погрешность измерения координат дефекта, обусловленная неточностью установки преобразователя, а также неточностью отсчета по шкале глубиномера, является:
систематической.
погрешностью глубиномера.
случайной.
абсолютной.
Случайная погрешность измерения координат дефекта при контроле наклонным преобразователем возрастает с увеличением:
частоты ультразвуковых колебаний.
угла ввода луча.
диаметра пьезоэлемента преобразователя.
Схема сканирования, при которой преобразователь перемешают в поперечном направлении относительно контролируемого сварного соединения, систематически сдвигая на определенный шаг в продольном направлении, называется:
схемой поперечного перемещения.
схемой продольного перемещения.
схемой продольно-поперечного сканирования.
схемой поперечно-продольного сканирования.
Расстояние между соседними траекториями перемещения преобразователя при любом способе сканирования называют:
пределами перемещения преобразователя.
плотностью сканирования.
шагом сканирования.
условным размером дефекта.
Превышение чувствительности поиска над уровнем фиксации определяет:
лучевую разрешающую способность.
погрешность измерения координат дефекта.
шаг сканирования.
4. условный размер дефекта.
К основным параметрам ручного сканирования, определяющим достоверность результатов контроля, относятся:
Шаг сканирования, пределы перемещения преобразователя, скорость сканирования.
Шаг сканирования, пределы перемещения преобразователя, уровень браковки.
Шаг сканирования, частота повторения импульсов, пределы поперечного перемещения преобразователя.
Способ обеспечения акустического контакта между преобразователем и поверхностью ввода, при котором преобразователь непосредственно соприкасается с поверхностью контролируемого объекта, а толщина слоя контактирующей жидкости минимальна, называют:
контактным.
щелевым.
иммерсионным.
непосредственного контакта.
Способ обеспечения акустического контакта между преобразователем и поверхностью ввода, при котором преобразователь не соприкасается непосредственно с поверхностью контролируемого объекта, а толщина слоя контактирующей жидкости соизмерима с длиной волны, называют:
контактным.
щелевым.
иммерсионным.
Способ обеспечения акустического контакта между преобразователем и поверхностью ввода, при котором преобразователь не соприкасается непосредственно с поверхностью контролируемого объекта, а толщина слоя контактирующей жидкости больше пространственной длительности ультразвукового импульса, называют:
контактным.
щелевым.
иммерсионным.
бесконтактным.
Если амплитуда первого эхосигнала, измеренного аттенюатором дефектоскопа, составляет 18 дБ, а второго — 12 дБ, это значит, что:
первый сигнал в 6 раз больше второго.
первый сигнал в 2 раза больше второго.
первый сигнал в 2 раза меньше второго.
Узел дефектоскопа, с помощью которого осуществляют измерение координат, называют:
синхронизатором.
глубиномером.
аттенюатором.
При улучшении направленности преобразователя точность определения координат несплошности:
увеличивается.
уменьшается.
не изменяется.
При измерении глубины hд расположении несплошности в листе толщиной Н при контроле наклонным преобразователем однократно отраженным лучом:
hд считывается непосредственно со шкалы глубиномера (hд = hгл).
hд находят из формулы: hд = 2Н — hгл.
hд находят из формулы: hд = hгл — 2Н.
Эквивалентная площадь это:
площадь несплошности.
площадь плоскодонного отражателя, расположенного в таком же материале с теми же координатами, что реальная несплошность, и дающего такую же максимальную амплитуда эхосигнала.
площадь модели несплошности без учета ее координат.
При определении эквивалентной площади несплошности по стандартным образцам предприятия в качестве модели несплошности используют:
плоскодонное отверстие.
сегментный отражатель.
зарубка.
все названные отражатели.
Две идентичных несплошности залегают на разной глубине Н, причем H1 S2.
S1 d2 > d3. В этом случае при измерении условного размера L способом 6дБ выполняется:
L1 > L2 > L3.
L1 Что надлежит делать, если обнаружена несплошность, амплитуда эхосигнала от которой, превышает уровень фиксации?
Отметить ее местоположение.
Измерить все требуемые по методике параметры несплошности.
Зафиксировать сведения о ней в журнале контроля.
Выполнить все перечисленные действия.
Несплошности делят на компактные и протяженные в зависимости от величины следующей характеристики:
амплитуды.
координат.
условной протяженности.
Чтобы определить, от какого отражателя получен эхосигнал.
измеряют координаты отражателя.
наблюдают за изменением амплитуды эхосигнала, прикасаясь к отражателю влажным пальцем (если возможно).
оценивают направление ультразвукового луча.
Возможно применение любого из названных способов.
Зеркально-теневой метод применяют вместо или совместно с эхо:
для выявления неблагоприятно ориентированных несплошностей.
для выявления несплошностей в мертвой зоне.
для обеих указанных целей.
3. в любых изделиях при эксплуатации.
Несплошности типа трещин образуются.
в сварных соединениях.
в отливках.
в поковках.
в объектах всех трех типов.
Утонение толщины стенки трубы можно обнаруживать:
дефектоскопом.
толщиномером.
дефектоскопом или толщиномером.
Коэффициент выявляемости дефекта Кд для зеркально- теневого метода равен 0,5. Это эквивалентно записи:
Кд = 0,5 дБ.
Кд = 6 дБ.
Кд = 10 дБ.
Какие факторы влияют на надежность контроля?
Добросовестность дефектоскописта.
Неблагоприятное расположение несплошности.
Плохое качество поверхности ввода.
Все три названных.
Коэффициент выявляемости для зеркально-теневого метода это:
амплитуда донного сигнала при наличии дефекта.
отношение амплитуды донного сигнала при наличии дефекта к амплитуде того же сигнала при отсутствии дефекта.
отношение амплитуды донного сигнала при наличии дефекта к амплитуде эхосигнала от стандартного образца.
Какой метод контроля наиболее пригоден для проверки изделия с непараллельными поверхностями?
Эхо.
Теневой.
Зеркально-теневой.
Эхо и зеркально-теневой.
Помехой при контроле зеркально-теневым методом следует считать:
всякое возмущение, приводящее к ослаблению амплитуды донного сигнала, не связанное с наличием дефекта.
появление на экране дефектоскопа серии сигналов.
появление на экране дефектоскопа сигналов между зондирующим импульсом и донным сигналом.
Коэффициент выявляемости для зеркально-теневого метода измеряют:
в децибелах.
в относительных единицах.
либо в децибелах, либо в относительных единицах.
Подготовка сварного соединения к контролю, как правило, заключается:
в удалении наружных дефектов.
в очистке околошовной зоны от брызг металла, отслаивающейся окалины, краски, грязи.
в зачистке валика шва.
4. 1 и 2.
Настройка аппаратуры представляет собой:
настройку на заданную чувствительность, настройку развертки, системы временной селекции, глубиномера.
проверку основных параметров.
1 и 2.
Оптимальной для контроля наклонным преобразователя является поверхность с шероховатостью:
Rz = 10 — 20.
Rz = 20 — 40.
Rz = 40 — 60.
Перемещение преобразователя по поверхности контролируемого изделия вручную или автоматически называется:
сканированием.
демпфированием.
резонированием.
Большая часть промышленного ультразвукового контроля металлов ведется с использованием диапазона частот в интервале:
1 — 25 кГц.
1 — 25 МГц.
1 — 1000 кГц.
15 — 100 МГц.
На какой из следующих частот обеспечивается наилучшее проникновение ультразвуковых волн в крупнозернистую сталь толщиной 300 мм?
1 МГц.
25 МГц.
5 МГц.
10 МГц.
Контактирующая жидкость между преобразователем и поверхностью изделия необходима,
чтобы уменьшить износ протектора или призмы преобразователя.
так как воздух между преобразователем и поверхностью изделия почти полностью отразит ультразвуковые волны.
для замыкания электрических цепей в преобразователе.
При использовании для контроля прямого преобразователя будут выявляться:
дефекты типа расслоения, расположенные, в основном, параллельно поверхности ввода изделия.
дефекты с преимущественным расположением перпендикулярно поверхности ввода.
ни 1, ни 2.
и те и другие.
Какой из нижеперечисленных материалов (сталей) вызовет наибольшее ослабление ультразвуковых волн при одинаковой толщине?
Материал, полученный ручной ковкой.
Крупнозернистая отливка.
Толстостенный прокат.
Ослабление одинаково.
При иммерсионном способе ввода в качестве контактной жидкости чаше всего используют:
воду.
масло.
глицерин.
спирт.
Общим названием для всех трещин, включений, пор и т. д., которые вызывают отражение ультразвуковых волн, являются:
рассеивающие структуры.
несплошности.
ослабляющие структуры.
преломляющие структуры.
Глубина расположения несплошностей не может быть определена при использовании:
эхо-метода (прямой преобразователь).
теневого метода.
эхо-метода (наклонный преобразователь).
резонансного метода.
При контроле зеркально-теневым методом строб-импульсом выделяют:
зону после зондирующего импульса.
зону между зондирующим импульсом и донным сигналом.
донный сигнал.
строб-импульсом не пользуются.
Как лучше обнаруживать тонкие трещины на внутренней поверхности трубы эхо-методом?
Прямым преобразователем.
Наклонным преобразователем.
PC преобразователем.
Подготовка к контролю представляет собой:
подготовку поверхности изделия.
настройку аппаратуры.
обе операции.
При контроле эхо-методом измеряют следующие характеристики несплошности (выберете наиболее полный ответ):
глубину расположения.
координаты, эквивалентные и условные размеры.
амплитуду эхосигнала.
Результаты контроля фиксируют в журнале контроля в котором, в частности, указывают:
а) характеристики контролируемого объекта;
в) коэффициент затухания ультразвука в материале;
г) дополнительно измеренные характеристики несплошностей;
д) заключение о соответствии изделия требованиям технической документации;
а), б), в), г), д).
а), б), г).
а), б), г), д).
Максимальная температура зоны контроля и зоны перемещения преобразователя:
+ 45 С.
+ 35 С.
+ 40 С.
При контроле изделия магнитопорошковым и ультразвуковым методами раньше выполняют.
магнитопорошковый контроль.
ультразвуковой контроль.
контроль любым методом.
Работы по контролю на высоте .
разрешаются только операторам высокой квалификации.
допускаются при использовании предохранительных поясов.
разрешаются по согласованию с администрацией.
Контроль внутри замкнутых объемов может проводиться дефектоскопами с напряжением питания:
12 В.
40 В.
150 В.
При попадании яркого света на экран дефектоскопа .
контроль прекращают.
принимают меры для затемнения экрана.
На возможность контроля не влияет.
Перчатки при ультразвуковом контроле .
не используются, так как нет вредных факторов.
защищают руки работающих от воздействия ультразвуковых колебаний, если преобразователь не имеет экранирующего корпуса.
защищают руки работающих от загрязнений контактирующими жидкостями.
 Погрешность «а» проверяют по СО-2 или на изделии. Проверка заключается в измерении известных расстояний между поверхностями. При контроле прямым преобразователем удобно использовать многократные отражения между двумя параллельными поверхностями образца или изделия. При правильной работе глубиномера между ними должен быть постоянный интервал времени.
Погрешность «а» проверяют по СО-2 или на изделии. Проверка заключается в измерении известных расстояний между поверхностями. При контроле прямым преобразователем удобно использовать многократные отражения между двумя параллельными поверхностями образца или изделия. При правильной работе глубиномера между ними должен быть постоянный интервал времени. При этой проверке легко оценить погрешность «в». Интервал времени между зондирующим импульсом и первым донным сигналом будет больше других интервалов на время пробега импульса в протекторе и слое контактной жидкости.
При этой проверке легко оценить погрешность «в». Интервал времени между зондирующим импульсом и первым донным сигналом будет больше других интервалов на время пробега импульса в протекторе и слое контактной жидкости. ;
;  ;
;  ,
, .
. .
.
 С этим файлом связано 1 файл(ов). Среди них: ВИК спец редакт..doc.
С этим файлом связано 1 файл(ов). Среди них: ВИК спец редакт..doc.