Все о сварке
Контрольно измерительные приборы применяются для определения давления, температуры, расхода газа и других параметров. Найти полный список необходимых аппаратов можно на сайте dwyer.ru/catalog/raskhodomery .

Термометры
Для измерения температуры используют термометры. Они делятся на такие виды:
Жидкостные термометры заполняются жидкостью. Инертный газ заполняет газовый термометр. А паровые термометры заполняют спиртом, эфиром или хлорэтилом.
Все виды термометров в свою очередь различают на палочные и приборы с вложенной шкалой. Во время измерения трубка термометра запаивается и крепится к специальной пластинке, которая имеет деления через каждый градус.
Палочные термометры имеют стеклянный капилляр с толстыми стенами. В таких приборах шкала измерения наносится на внешнюю сторону стекла.
Технические термометры производятся прямые и изогнутые, под углом 90, 120 и 135 градусов.
Манометры
Для диагностики уровня давления у газа и жидкостей используют манометр. Они различаются на такие виды:
- жидкостные;
- электрические;
- поршневые;
- деформационные манометры.
Изготовление манометров предполагает соответствие необходимым стандартам и нормам. Общая конструкция манометра состоит из шкалы измерения, механической стрелки и штуцера для подключения.
Такие приборы применяют в различной рабочей среде. Для работы с не агрессивными веществами используют устройства общего назначения. А вот для агрессивных веществ лучше использовать приборы специального назначения, конструкция которых может выдержать влияние сильных материалов.
Многие производители окрашивают манометры, то есть его корпус в разнообразные цвета. Манометры, которые имею голубой корпус, рассчитаны для определения кислородного давления. Желтый окрас означает предназначение манометра для аммиачной среды. Для водорода используют темную зеленую краску, а для ацетилена — белую. Для горючих газов используют манометры, которые покрыты краской красного цвета, а для негорючих газов — черного цвета.
Манометры помогают контролировать процесс производства. В связи с этим они нашли широкое употребление в промышленности. Пищевая, химическая, строительство и машиностроение, и другие отрасли промышленности активно используют манометры на различных этапах производства.
Источник
Визуальнок измерительный контроль (ВИК)
При выполнении сварочных работ, от самого начала и до конца, необходима проверка, подтверждающая качество результата. С течением времени эксплуатации конструкции, на которую накладывался сварочный шов, может потребоваться повторное обследование, чтобы удостовериться в сохранности соединения и безопасности использования изделия. Для этого применяется визуальный и измерительный контроль сварных соединений. Его параметры определяет ГОСТ 23479-79. В чем суть метода? Какие дефекты им можно выявить? Когда и как он проводится?

Определение
Визуальный контроль качества — это процедура обследования места соединения как до, так и после выполнения шва. Целью проверки является удостоверение в том, что все этапы работы выполнены в соответствии с правилами. Несоблюдение стандартов может привести к разрушению конструкции, травмам и смерти. Технологические нарушения из-за игнорирования стандартов преследуются по закону. В связи с этим разработан ГОСТ, который регламентирует порядок и способ проведения осмотра, а так же ведение соответствующей документации.
Измерение швов и соединений с применением оптических инструментов и шаблонов — это неразрушающий контроль, позволяющий сохранить целостность конструкции и его стыков, но дающий определенное представление об их состоянии. В случае обнаружения подозрений на скрытые дефекты назначается обследование другими способами (ультразвук, спектроскопия).
 визуально измерительный контроль сварных соединений
визуально измерительный контроль сварных соединений
Для проведений обследования приглашается специалист-контролер, который должен пройти соответствующее обучение и иметь аттестат. Контроль осуществляется зрительно, с использованием оптического инструмента, измерительных приспособлений и тактильных ощущений (относится к определению шероховатости шва). Оценка и все замечания заносятся в акт освидетельствования и сохраняются.
Что выявляет метод
Визуальный контроль сварных соединений, проводимый невооруженным глазом, помогает выявить ряд дефектов:
- неправильный катет шва;
- ошибочные пропорции относительно ширины и высоты наплавленного металла;
- прожоги;
- редкую чешуйчатость;
- открытые кратеры сварочной ванны;
- наплывы металла;
- подрезы высокой силой тока;
- изменение цвета металла (из-за перегрева или неправильного материала присадки);
- непроваренные участки.
Если использовать дополнительное увеличительное оборудование, то неразрушающий контроль позволяет обнаружить:
- трещины (продольные и поперечные);
- расслоения в структуре металла;
- коррозионные повреждения;
- поры из-за выходящего углерода;
- риски от твердых включений в сплаве;
- раковины;
- забоины;
- надиры;
- смещение шва относительно линии соединения;
- брак в защитных покрытиях из полимера или краски.
На подготовительных этапах неразрушающий контроль позволяет оценить насколько качественно скошены кромки под стык, и как тщательно очищена поверхность от ржавчины, краски и мусора. Этот метод контролирует и накладку маркировки или клейма на готовые швы, а так же соответствие вида клейма конкретному соединению.
Преимущества и недостатки
Измерительный контроль сварных швов, согласно ГОСТ 23479-79, относится к первичным способам обследования, после реализации которого принимается решение о последующей проверке иными методами. Его преимущество заключается в следующем:
- простота проведения процедуры;
- небольшое количество затрачиваемого времени;
- отсутствие сложного и дорогого оборудования;
- дает достаточно информации (лишь только то, что снаружи) относительно качества соединения;
- легко перепроверить результат.
Контроль качества сварных швов должен проводиться как на стадии перед проведением работ, так и во время выполнения всех манипуляций, и даже после окончания рабочего процесса, для комплексной диагностики и оценки результата. Но этот метод является несовершенным, поскольку имеет и ряд недостатков:
- при обследовании можно делать заключения основывать лишь на видимой части шва, при этом внутренне состояние остается неизвестным;
- результат зависит от субъективной оценки и профессионализма контролера;
- подходит только для обнаружения крупных дефектов размером до 0,1 мм.
Когда проводится
Визуально измерительный контроль может проводиться на различных этапах работы. Это относится к обследованию входящих деталей под сварку. Проверяется соответствие маркировки самому материалу, а также целостность металла (отсутствие брака при литье и прокате).
На следующей стадии контролируется сборка деталей под сварку, правильность очистки поверхности от мусора, коррозии и масла. Обращается внимание на выполнение разделки кромок, которая должна соответствовать толщине металла и сварочному току, а также виду соединения.
После окончания сварочных работ исследуются швы на все виды дефектов, которые возможно выявить визуально: раковины, подрезы, непровары, поры, трещины и т. д. Если работа заключается в наплавке нескольких слоев на изношенную конструкцию, то освидетельствование производится после выполнения каждого слоя. После окончания всех работ происходит итоговая сдача изделия с актом проверки.
Визуальный измерительный метод может быть применен и на уже введенной в эксплуатацию конструкции, если срок службы сварных швов подходит к концу. При любом подозрении на ухудшение качества соединений, во избежание поломок или травм, заказывается экспертиза контролера.
Используемые инструменты
ГОСТ 23479-79 указывает и на применение конкретного оборудования и инструментов для качественного исследования визуальным способом. Он делится на приборы цехового назначения, которые способны работать при температуре от +5 до +20, и приборах полевого применения, функционирующих от -55 до +55 градусов. В эти инструменты входят:
- измерительные лупы;
- сварочные шаблоны для проверки параметров геометрии швов;
- угольники для проверки 90 градусов;
- нутрометры;
- угломеры с нониусом;
- щупы для контроля выдержки зазоров;
- микрометры;
- толщинометры для определения стенок трубопроводов;
- калибры;
- штангельциркули;
- линейки и рулетки.
Для надлежащего обследования и контроля необходимо хорошее освещение, поэтому у контролера всегда должен быть фонарик и дополнительные осветительные установки. В некоторых случаях применяются микроскопы и бороскопы. Это позволяет точнее определить характер дефекта и его серьезность. Если изделие находится на большой высоте, и нет возможности доставить туда специалиста, то используются бинокли различной мощности.
Бывает, необходимость визуального контроля возникает на конструкциях, куда невозможно доставить контролера, и с которыми нем прямого визуального контакта. Это может быть под землей в специализированных тоннелях, или в среде с высокой температурой и опасным радиационным фоном. Тогда для поиска и анализа дефектов применяются дистанционные платформы с видеонаблюдением и телевизионные установки, по которым контролер может наблюдать за обследуемым участком. В дополнение к роботизированным системам устанавливается световое оборудование. Но эти автоматизированные средства применяются крайне редко при визуальном методе контроля сварных соединений.
Этапы проведения контроля
Визуальное освидетельствование производится в несколько этапов, каждый из которых направлен на выявление определенных дефектов. Первое, что делает каждый контролер — это осматривает шов невооруженным глазом. Так можно обнаружить поры, трещины, подрезы, которые ослабляют место соединения. Легко находятся непроваренные участки и раковины. Если сварщик не выполнил «замок» и оставил кратер от сварочной ванны, то это тоже не сложно заметить. Грубая чешуя, наплывы металла, и слишком зауженный шов, будут свидетельствовать о нарушении технологии. Если обследуется уже эксплуатируемое соединение, то визуально легко заметна коррозия.
После такого обследования выполняется второй этап контроля — изучение шва с оптическими приборами. Это помогает детализировать участок и уточнить параметры дефекта. Используются лупы, микроскопы, бороскопы. Например, если при визуальном осмотре были выявлены риски, но непонятна их глубина, изучение места под микроскопом поможет определить степень серьезности дефекта и необходимость в других методах освидетельствования.
Третьим этапом контроля является измерение параметров сварного соединения инструментальными средствами. Меряется длина шва и сопоставляется с необходимым стандартом для данного участка с его нагрузками. Выводится катет наплавленного металла. Штангенциркулем определяется высота шва и ширина. Все это сопоставляется с толщиной стенки основного металла. Угольником меряется правильность установки сторон и отсутствие смещений при эксплуатации.
После всех этапов осмотра составляется акт, куда заносятся все найденные дефекты, описывается состояние соединения, и рекомендации по привлечению других методов контроля.
Визуальное изучение качества шва позволяет быстро получить информацию о его состоянии. Задействование несложного оборудования делает метод доступным во многих условиях. А своевременное проведение этого метода контроля позволит долго функционировать сварочным конструкциям.
Источник
Инструменты сварщика

В оборудование сварочного поста мы вдаваться не будем, это тема для отдельной статьи. Сегодня мы расскажем об инструментах сварщика, что должно быть в наличии, и без чего нельзя качественно варить металл.
Инструменты сварщика
Стоит отметить, что некоторые сварщики не используют многие из инструментов, которые перечислены в данной статье строительного журнала samastroyka.ru . Помимо железного молотка, щётки по металлу и струбцин, редко в ящике сварщика можно увидеть инспекционное зеркало, шаблоны KL1 и KL2, а также ряд других, специализированных и узконаправленных инструментов.

Конечно же, здесь во многом зависит род задач выполняемых при сварке. И если одному сварщику для выполнения работы нужен только молоток, болгарка и сварочный аппарат, то вот другому никак не обойтись без инспекционного зеркала и шаблонов.
К инструментам и принадлежностям сварщика относятся:
Электрододержатель — именно этим приспособлением сварщик держит горящий электрод. Держатель электрода должен быть удобным в работе, нельзя чтобы он весил слишком много. Оптимальный вес электрододержателя — не более 0,5 кг.

Сварочная маска — без этого приспособления не было бы возможности варить. Маска для сварки защищает глаза и лицо от ультрафиолета и «зайчиков». Поэтому, чем качественней будет сварочная маска, тем безопасней получится варить. Оптимальным вариантом в данном плане является автоматическая маска Хамелеон.

Сварочный аппарат — без него не было бы сварки вообще. Сегодня наибольшую популярность получили сварочные инверторы, которые имеют небольшой вес и маленькие габариты. Носить такой аппарат можно прямо на плече.
Сварочные провода — через них ток идёт от сварочного инвертора к зажиму массы и электрододержателю. Сварочные провода должны быть толстыми и находится в качественной резиновой изоляции. От этих двух условий зависит безопасность проведения сварочных работ.
Без чего нельзя обойтись сварщику
В следующий список вошли инструменты не менее важные, а именно:
Сварочный молоток — небольшой молоточек с заострённым концом, чтобы сбивать шлак с наплавленного металла. Увидеть качество сварочного шва получится только после полного удаления шлаковой корки с его поверхности. Молоток для сварки можно купить, но большинство сварщиков предпочитают изготавливать его самостоятельно, так сказать под свои нужды и потребности.

Щётка по металлу — используется для предварительной подготовки поверхности. Сюда можно приобщить и болгарку, которой можно счищать ржавчину с металла.
Зубило — не менее важный инструмент сварщика, который необходим для вырубки дефектов сварочного шва. Также зубило используется для подготовки кромок свариваемых металлов, например, при сварке чугуна.
Измерительные инструменты сварщика
Кроме того, нельзя не упомянуть и об измерительных инструментах сварщика.
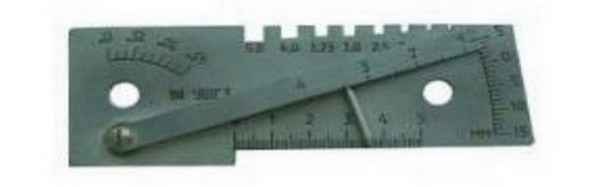
В первую очередь это универсальный шаблон (УШМ-3), с помощью которого можно осуществлять замеры глубины дефекта, превышение кромок сварочного шва, высоту, зазоры, и многое другое.
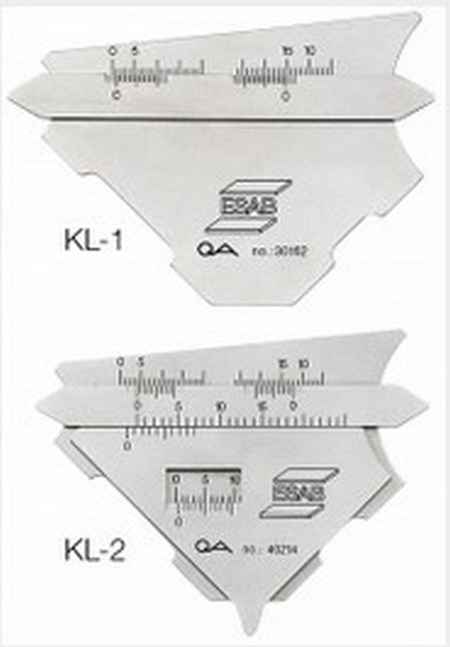
Шаблон сварщика KL-1 используются для измерения катета сварочного шва при угловом соединении. Ну а шаблон KL-2 применяется для того, чтобы произвести обмер угловых сварочных соединений.
Источник